产地山东
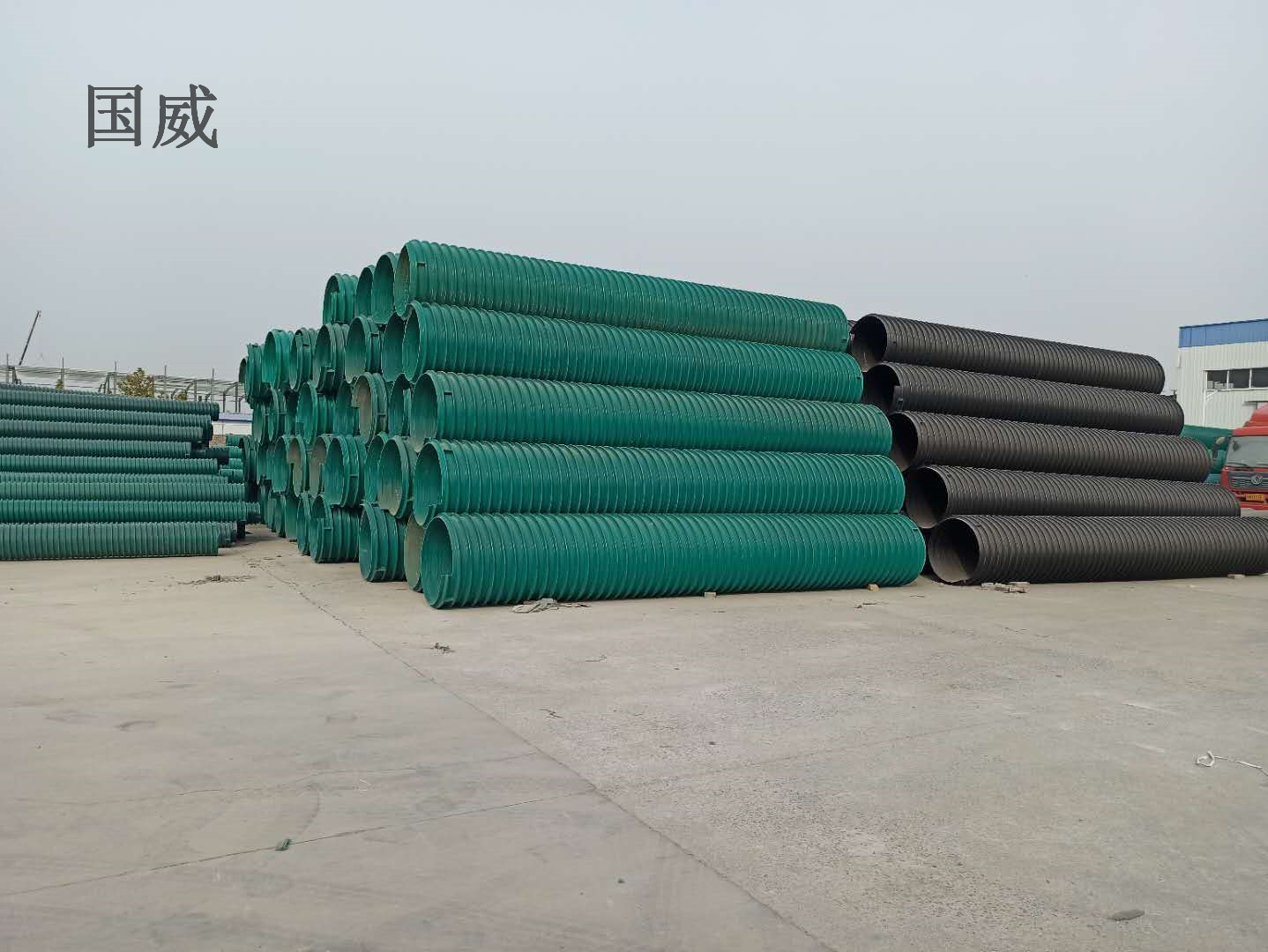
品名加筋聚乙烯PE复合管
公称外径定做
材质PE高密度聚乙烯
壁厚定做
山东国威新材料股份有限公司于2015年10月14日成立。法定代表人刘阜东,公司经营范围包括:高性能工程塑料及复合材料制品的加工、生产、销售、安装;生产高性能工程塑料及复合材料制品的设备的研发、制造、销售等。
加筋聚乙烯PE复合管生产流程及工艺
1、加筋聚乙烯PE复合管的生产流程如下:加筋聚乙烯PE复合管的生产工艺和原材料的配备和PVC-U双壁波纹管基本相同;
2、主要生产设备。加筋聚乙烯PE复合管生产线的主要生产设备与PVC-U双壁波纹管基本相同,主要有挤出机、机头、加筋成型机及其他设备等。加筋成型机是该生产线的特征设备,也是该产品的优良技术;
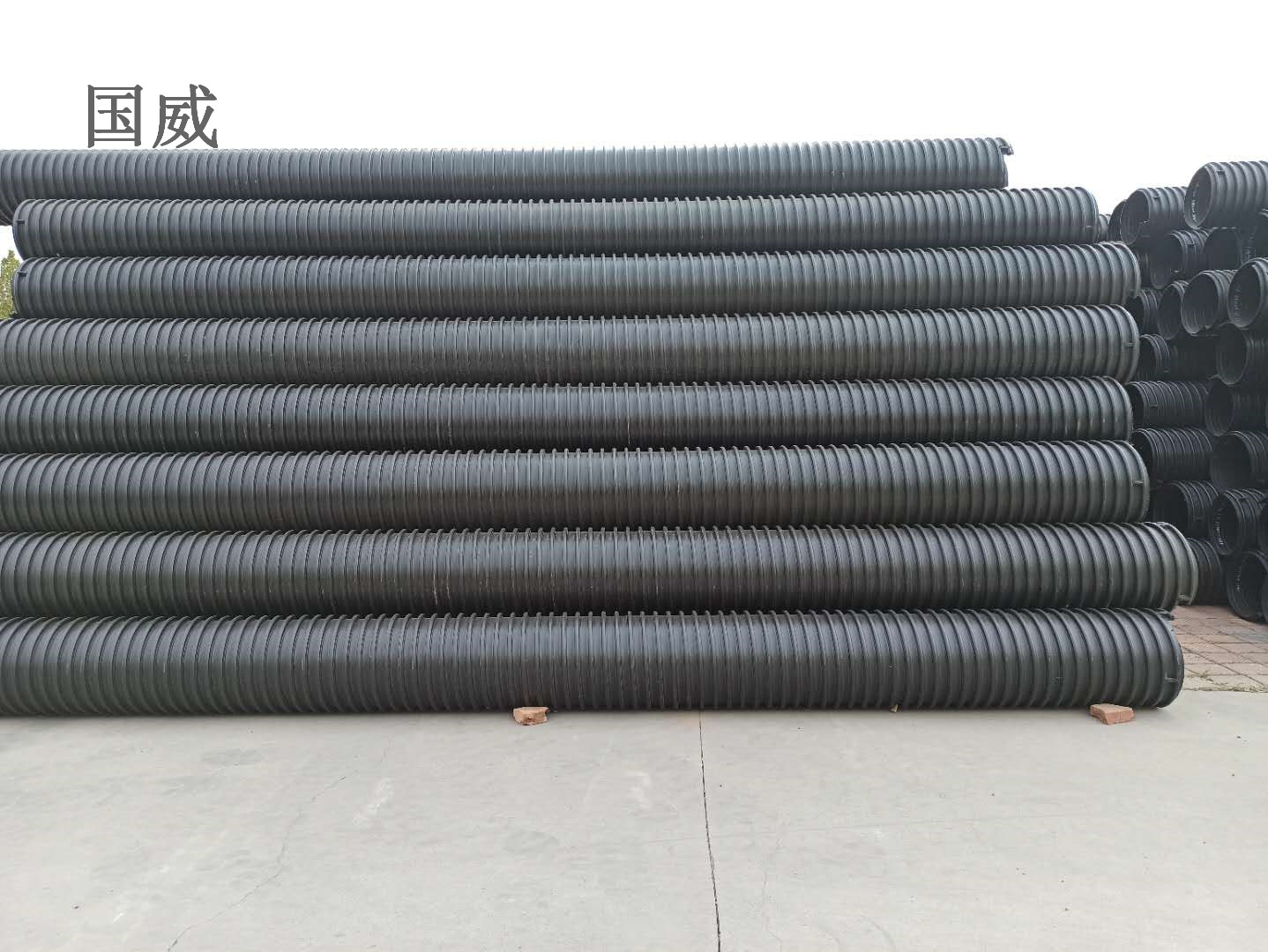
3、主要技术要求。加筋聚乙烯PE复合管要求外观颜色一致,内壁光滑平整,管身不得有裂缝,加强筋的连续缺损不得超过2条,管口不得有破损、裂口、变形等缺陷。管材的端面应平整,并与管中心轴线互为垂直,轴向不得有明显的弯曲;
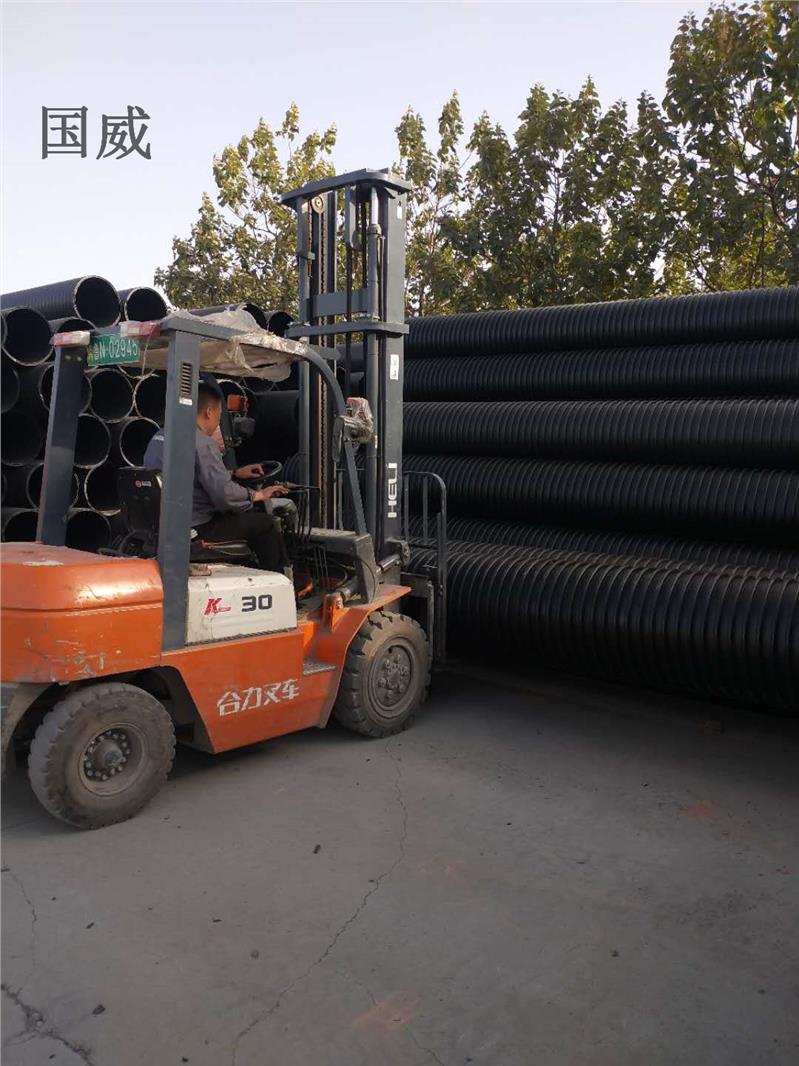
4、主要应用领域。加筋聚乙烯PE复合管主要应用于城市政排水、排污工程。产品采用进口食品级塑胶原料及配方用料,不渗漏、不易老化、无毒易清洗、运输安装捷。

pe给水管粘接方法
1、管材、管件粘接前,应用干布将承口侧和插口外侧擦拭处理,当表面粘有油污时须用擦拭干净。
2、管材断面应平整、垂直管轴线并进行倒角处理;粘接前应画好插入标线并进行试插,试插深度只能插到原定深度的的1/3~1/2,间隙过大于时严禁使用粘接方法。
3、涂抹粘接剂时,应先涂抹承口内侧,后涂抹插口外侧,涂抹承。
口时应顺轴向由里向外均匀涂抹适量,不得漏涂或涂抹过量(200g/m2)。
4、粘接剂涂抹后,宜在1分钟内保持施加的外力不变,保持接口的直度和位置正确。
5、粘接完毕后及时将挤出的多余粘接剂擦净,在固化时间内不得受力或强行加载。
6、粘接接头不得在雨中或水中施工,不得在5℃以下操作。
7、连接程序:准备→清理工作面→试插→刷粘接剂→粘接→养护。

pe给水管道变形检测应在管道覆土夯实后进行,并在施工过程中进行。施工变形,即短期展平率的试验次数,一般应满足以下要求:每一施工段初50米不少于3次,并在点处进行管轴垂直裂缝纵横直径的表面测量;相同条件下每100米不少于3次,取起点、中点、接近终点进行检测,在地质条件下,当采用填料和压力时,如有变化应测量实际工艺和管径,重复上述检测内容。对于允许的短期()压扁率,HDPE大直径塑料管的施工变形是实测的短期压扁率应<4%。
PE给水管的焊接可以分为下面这几步:
1、PE给水管焊接时,将两管轴线对中,先将两管端部点焊固定。
2、PE给水管与法兰盘焊接,应先将给水管插入法兰盘内,点焊后用角尺找正,找平后再焊接.法兰盘应两面焊接,其内侧焊接不得突出法兰盘封闭面。
3、PE给水管壁厚在5以上时,应切割坡口,保证充分焊透.坡口成形可采用气焊切割或坡口机加工,但应清除渣屑和氧化铁,并用锉刀打磨,直至露出金属光。
4、钢管切割时,其割断面应与管子中心线垂直,以保证管子焊接完毕的同心度。
5、法兰要垂直于管子中心线,表面要互相平行,法兰衬垫不得凸入管内,连接法兰的螺栓规格应与法兰配套,螺杆凸出螺母长度不得大于螺杆直径的1/2。
6、焊接给水管时,管子接口要清除浮锈、污垢及油脂。
7、法兰衬垫要按照图纸和规范要求选用,冷水系统采用橡胶垫,热水系统采用石棉橡胶垫。
山东国威新材料股份有限公司秉承“环保,无处不在,”的产品理念,致力于低碳环保、节能的化学新材料的研发、生产和销售,持续进行产品、工艺、技术等领域的创新,持续改善企业环境绩效。
http://www.guowecl.com